 ×
×
[cn-social-icon]
La rectification de génération dans l’usinage d’engrenages coniques est un processus de meulage discontinu dans lequel l’usinage est effectué dent par dent. Le mouvement générateur de la meule et de la pièce est régulier.
L’alimentation se fait par la meule avant d’entrer dans le flanc. Pendant la rectification de génération, tous les arbres se déplacent, cependant, la meule n’est pas alimentée en direction du matériau de meulage.

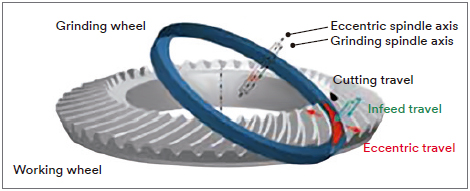
La rectification en plongée est un processus discontinu dans lequel l’usinage se fait également dent à dent. Les deux flancs de la dent sont usinés simultanément. Il y a un contact superficiel entre le flanc de la dent et la meule. En raison du mouvement de la meule dans le sens de l’axe, la trajectoire est parallèle à la base de la dent et la structure de la surface s’étend dans le sens de la largeur de la dent.
Les rainures de rectification se produisent parallèlement à la base de la dent. La direction de rectification va de la pointe de la couronne, dans le diamètre interne, au talon de la couronne dans le diamètre externe, ou vice versa. En rectification en plongée, seuls les engrenages droits peuvent être usinés; Les pignons ne peuvent pas être rectifiés avec ce processus en raison de leur géométrie.


Nos techniciens peuvent vous aider à optimiser vos processus pour réduire les coûts et les délais de livraison, améliorant ainsi la satisfaction client.
+34 93 858 69 99